
Steam Quality Testing – Introduction & Best Practices
- Posted by ISPE Boston
- On December 8, 2020
By Derek Collins with contributions by Sylvan Poeckh
Summary: Steam quality testing is performed to test the steam for Non- Condensable Gases, Superheat and Dryness. This paper will discuss what steam quality testing is, why it is required, where the sample ports should be located and when the testing should be performed of the test equipment, supplies and process in order to verify that the steam supply can assure product sterility.
What: Steam quality testing involves testing samples of steam for three properties: Non-Condensable Gases, Superheat and Dryness.
Non-Condensable Gas testing determines the amount of non-condensable gases present in the steam supply. The gas present is typically atmospheric air. Air can be introduced during pharmaceutical water treatment where water is recirculated and sprayed into the top of storage tanks. Air can also be introduced during the shutdown and startup of the steam generator. Carbon dioxide can also be present as a result of some types of water treatment. Per EN2851, the amount of non-condensable gas should not exceed 3.5mL of gas per 100mL of condensate.

Figure 1: Non-Condensable Gas Test kit. Setup includes condensing unit and 250mL measuring cylinder.
Superheat testing is performed to determine if the steam is at a temperature above its boiling point for a given pressure. Superheat can be produced as a result of excessive pressure drop. When steam goes from high pressure to low pressure, its energy level will remain the same. Any excess energy will boil any water present in the steam. Once all the water is boiled, any remaining excess energy will increase the temperature of the steam above its boiling point for a given pressure. Per EN285, the amount of superheat should not exceed 25°C. Maintaining a Superheat value of less than 25°C ensures that steam condenses on internal surfaces, allowing it to destroy and remove biological contaminants.

Figure 2: Superheat test kit. Setup includes sample port pipe, pitot tube, superheat expansion tube and temperature probes.
Dryness testing is performed to determine the amount of moisture, or liquid phase water, present in the steam supply. The amount of moisture in the steam can increase in the steam distribution system as a result of heat loss causing condensation of the steam. Eliminating excess moisture (referred to as a “wet load”) is critical to retarding microbial growth on recently cleaned surfaces. Steam traps and separators are used in the piping to eliminate condensate and the piping should be sloped towards them. Piping that sags or is sloped away from the traps and separators can cause build-up of condensate and excess moisture present in the steam supply. Per EN285, the dryness value should be ≥ 0.95. The steam header temperature must also be within 3°C of the temperature measured during the Superheat test.

Figure 3: The Dryness Test Kit consists of a scale, steam supply tubing and an insulated flask.
Why: Steam quality testing is performed to verify that the steam supply can assure product sterility. It is a requirement of manufacturers and processors of sterile product within Europe and those who supply Europe.
Excess non-condensable gases trapped in the steam supply can have the same effect as inadequate air removal. Air is an excellent insulator and can inhibit the heating process. Air pockets can form in areas and prevent the steam from reaching all parts of the sterilizer load. Moisture is essential to the sterilization process as it facilitates the denaturing of proteins and coagulation of cell walls.
Superheated steam will act as hot air until the temperature drops to its boiling point. Until this happens, the condensation required for sterilization will not be present. Superheated steam will require sustained high temperatures and longer hold times in order to assure sterilization. Excess moisture in the steam indicated by a lower dryness value will reduce the energy present in the steam. This can also cause wet loads. The packaging for sterile products is designed to prevent reinfection when dry. However, these properties are diminished when wet.
Where: Steam quality testing should be performed in the steam supply line close to the point of use. The testing ports should be installed upstream of any sterilizer control valves in order to assure that the testing is performed at the supply header pressure rather than the pressure present within the sterilizer. The header pressure should be approximately 50 PSIA to 80 PSIA, as dryness testing is affected by low-pressure steam, and may lead to inaccurate results and poor real-world performance.
When: Steam quality testing should be performed annually, first in the initial qualification and then at each requalification of the sterilizer. Testing should also be performed if there is any indication of deteriorating steam quality or if there are any modifications or repairs to the steam distribution system.
On sterilizers where the steam generator is shut down, there will be large quantities of air in the distribution system upon restarting the generator. In this case, it is advised to have a validated venting procedure and testing for non-condensable gases may be appropriate.
How:
Precautions: All Clean Steam Quality testing activities must observe all safety precautions. Be aware that some of the test equipment may become hot during use. Care should be taken to prevent exposure to the elevated temperatures. Live steam will be present during all tests and thermally insulated gloves and safety glasses/visor must be worn.
Required Calibrated Equipment & Supplies:
- A dual-channel thermometric indicator with a resolution of ≥ 0.1°C (Fluke 1524, IsoTech TTI-10, etc.)
- A non-condensable gas test kit
- A superheat test rig
- A dryness test rig
The Process: A typical steam quality test procedure begins with Non-Condensable Gas testing. Start by connecting the steam source to the test pipe/non-condensable gas tester. Run steam through the condenser unit and allow condensate to collect into and fill the burette. Condensed steam will exit the condenser unit from a spout and is collected in a small graduated cylinder. Any gas present in the steam will separate and displace the condensate in the burette. The volume of the gas present in the burette can be visually measured against the volume of condensate collected in the small graduated cylinder.
Next, test for Superheat. Connect a small expansion chamber to a pitot tube connected to a test point. Ensure the sterilizer chamber is empty except for the usual chamber apparatus. Select and start a porous cycle. After the initial vacuum pulses and the steam supply to the chamber begins, but before the end of exposure, record the temperature in the steam service pipe (Ts) to the nearest 0.1°C (for use in the Dryness test) and record the temperature in the expansion tube to the nearest 1°C (Te). From the measured temperatures, calculate the Superheat in °C from the following equation:
Superheat = Te – To, where To is the boiling point of water at local atmospheric pressure.
The test passes if the Superheat measured in the expansion tube does not exceed 25°C and the temperature measured in the steam service pipe (Ts) is within 3°C of the steam temperature (Ts) measured during the Dryness test. Be aware that both the Superheat test and the Dryness test (detailed below) must be done three times to check consistency. If the results of the tests differ by >3°C, then the cause must be investigated before proceeding further.
The final test measures Dryness. Dryness is determined by a calorimetric calculation. During the sampling period, steam is condensed into a vacuum flask until the temperature of the water and condensate in the flask reaches approximately 80°C. Lower steam pressure will cause the sampling period to take longer. An increase in the duration of the sampling period can allow for heat to be lost from the sampling apparatus. This can cause an error in the calorimetric calculations which will adversely affect the dryness value. This process is relatively simple, though it requires consistency and accuracy to ensure valid results.
The Dryness test utilizes an insulated flask and measures the change in mass vs. change in temperature. First, weigh the empty flask, then weigh the flask again after it is filled with a set volume of water (~650mL). Next, measure and record the starting temperature of the water. Leave the temperature probe in the flask and connect the flask to the steam line, keeping it connected until the required temperature is reached (~80°C). Finally, measure and record the weight of the filled flask and water temperature.
Use the measured values in the equation below to determine the dryness score. As noted previously, perform the Dryness test three times to ensure consistency. All three tests must meet the criteria for a passing result.

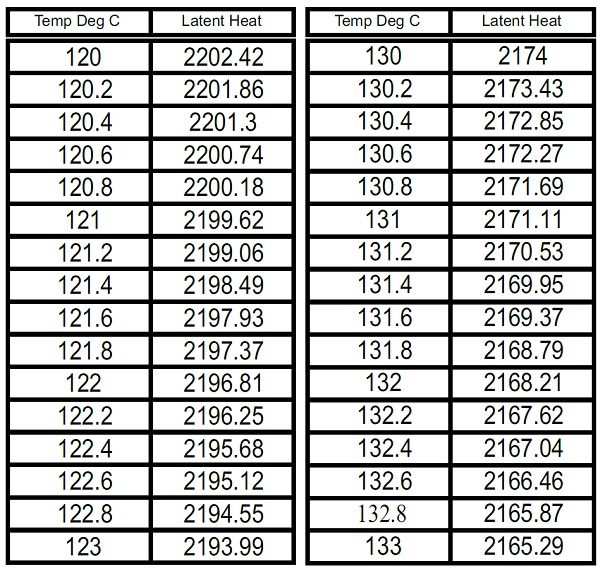
Figure 4: An example steam table, used for determining latent heat in dryness tests.
Summary: Steam quality testing is performed to test steam for Non- Condensable Gases, Superheat and Dryness. All tests must pass to support sterility. Any failure indicates repairs to the sterilizer, steam generator or the utilities are necessary. “Near failures” can provide valuable information that will help improve maintenance procedures and determine testing priorities between formal equipment qualifications.
1 European Standards. “EN 285. Sterilization- Steam Sterilizers- Large Sterilizers.” https://www.en-standard.eu/ilnas-en-285-sterilization-steam-sterilizers-large-sterilizers/. Accessed 4 Dec 2020.
EN 285, the European Large Steam Sterilizer standard, is the world’s baseline authority for steam quality acceptance criteria. It is referenced in most national standards and in ISO 17665. With the release of EN 285:2015, the acceptance criteria for Dryness Value has been increased to >0.9 for laboratory autoclaves, and >0.95 for production equipment.
Author Bios:
Derek Collins, Validation Manager at Masy BioServices, has 14 years of validation experience at Masy BioServices, including many years in steam quality testing. He holds a BS in Nuclear Engineering & Health Physics from the University of Massachusetts at Lowell. In his free time, Derek enjoys outdoor activities like camping and hiking. His website is https://masy.com/validation. He can be reached at Derek.Collins@Masy.com.
Sylvan Poeckh, Director of Validation – PA at Masy BioServices has worked in the biopharmaceutical industry for over 23 years, with the past 16 years in a validation services role. His validation experience includes years of providing qualification and project management on large-scale projects at global Fortune 500 pharma/biotech companies. When not at work, he is either out fishing with his family or still trying to master Eruption on guitar.


1 Comment